Reimagining Value Stream Mapping for Dynamic Job Shops
In today’s manufacturing landscape, many custom metal fabricators—especially job shops—grapple with the tangled issues of implementing lean manufacturing techniques originally designed for high-volume environments like Toyota. Far from being intimidating, these methods, when tailored for a high-mix, low-volume setting, offer a refreshing way to improve productivity without sacrificing flexibility. Many industry experts contend that job shops, not being bound by the same routines as mass production facilities, can use value stream mapping (VSM) to uncover hidden inefficiencies and reveal opportunities for improvement.
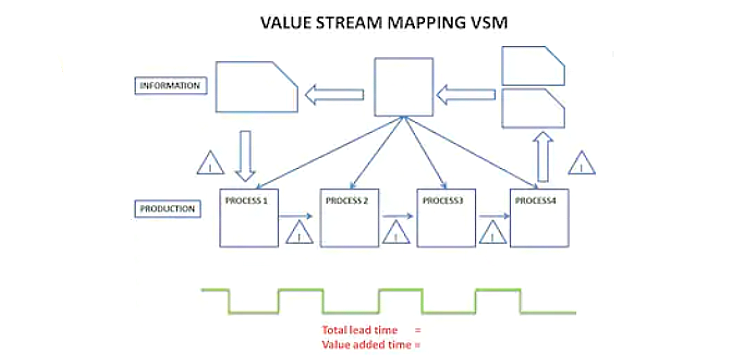
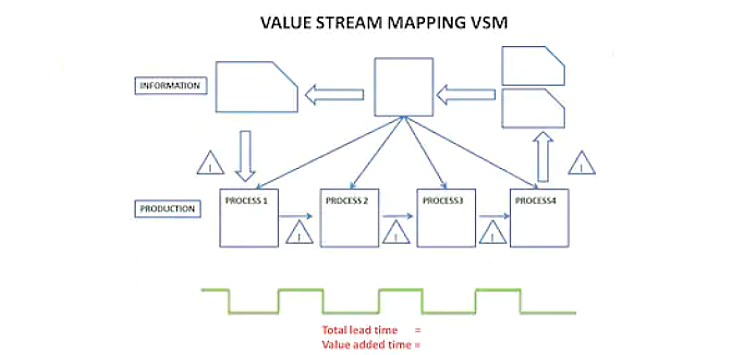
Value stream mapping is all about creating a visual representation of the entire product process. It allows teams to identify where value is added and, more importantly, where energy, labor, or material is consumed without producing value. When you take a closer look at this technique, you begin to see the methods originally designed by Toyota manager Taiichi Ohno and engineer Shigeo Shingo—who pinpointed seven primary types of waste. Their work remains super important in today’s competitive job shop environments, especially when balanced with the need for flexibility and adaptability.
Understanding the Role of Weighted Averages in Takt Time Calculation
Determining a realistic takt time is a particularly nerve-racking challenge for job shops because of the myriad twists and turns in their production schedules. Unlike a uniform automotive assembly line, custom fabricators often work on projects with uneven work requirements that can vary from day to day or even hour to hour.
At its core, takt time represents the manufacturing rhythm based solely on available minutes divided by the demand for the product. However, in the job shop world, this calculation often needs to incorporate a weighted average to handle the confusing bits inherent in multiple product types. This weighted average takes into account the fact that not all products require the same amount of labor, nor do they follow a consistent production routine.
Calculating Takt Time: A Simple Example
Consider a scenario where a production shift offers 408 minutes of available work time after deducting breaks from an eight-hour day. If a job shop is tasked with building 100 parts, the straightforward calculation would yield a takt time of 4.08 minutes per unit. This number is then adjusted, based on the actual labor content needed for each product. For example, if one product requires a cycle time that is seven times longer than a simpler one, then its operator takt time should be scaled accordingly. In practice, this calls for a flexible calculation method that can swiftly adapt to changing product mixes and labor content variations.
Sample Takt Time Calculation Table
| Product Type | Labor Time (minutes) | Scaled Takt Time (minutes) |
|---|---|---|
| Basic Component | 1.0 | 4.08 |
| Intermediate Component | 3.0 | 12.24 |
| Complex Component | 7.0 | 28.56 |
This table illustrates that by using weighted averages, even the unpredictable twists in the labor requirements of different parts can be effectively managed.
Flexible Production Planning: A Progressive Approach
For many manufacturing managers, the idea of developing a production plan that can adjust on the fly is both off-putting and nerve-racking. Traditional material resource planning (MRP) systems are more accustomed to dealing with consistent product flows rather than the sort of daily fluctuations seen in custom operations. Instead, a hybrid planning approach that uses both traditional yen for lean tools, such as kanban and takt time analysis, and dynamic scheduling tools can offer a superior method.
When you get into planning flexibly, the process becomes one of categorizing each part into a type. These categories may be based on the workpiece size, geometry, or even the assembly requirements of the components. By segmenting production into logical groupings—each mapped out with its own weighted average labor requirements—job shops can more easily assign labor and resources. The aim is to create a lean production schedule that is both transparent and adjusted to handle that day’s unique blend of orders.
Benefits of a Hybrid Production Approach
- Provides a real-time overview of operator requirements across different work centers.
- Allows for easier reallocation of resources when production mixes change unexpectedly.
- Reduces the need to rely on gut instinct, replacing it with data-backed decisions.
- Enables managers to swiftly adjust production plans in response to changing customer demands.
This agile mindset is especially important when managing the small distinctions in process flows from one order to the next. By breaking down the production schedule into manageable segments, even the most complicated pieces of a scheduling puzzle can be addressed without resorting to cumbersome and often static planning models.
Dynamic Tools for Real-Time Production Scheduling
In today’s increasingly competitive manufacturing environment, a static value stream map is simply not enough. Job shops need dynamic planning tools that can update in real time. Instead of relying solely on predetermined charts, many companies are turning to spreadsheets integrated with real-time data from their production floors.
This new planning method includes the ability to quickly change the variables in your takt time calculations based on updated operator cycle times, today’s mix of product types, and the actual labor content observed on the floor. For example, if one operation sees an unexpected increase in the percentage of parts requiring a specific process—say, cutting or welding—the dynamic tool can immediately show how many additional operators are needed for that step.
Core Features of Dynamic Production Tools
- Real-Time Data Integration: Updates production parameters as soon as changes occur on the shop floor.
- Operator Cycle Time Monitoring: Tracks the exact amount of time an operator spends on each process.
- Adaptive Scheduling: Adjusts the production plan based on the current demand and complexity mix.
- Visual Performance Tracking: Uses linearity charts to show whether production is on pace, allowing immediate corrective actions.
These functions help job shops not only to plan but also to track progress seamlessly. Visual displays such as linearity charts provide a snapshot of production progress, letting anyone walk by and figure out whether the team is on track. This method minimizes the nerve-wracking uncertainty that can arise from guesswork and manual calculations.
PQR Analysis: Breaking Down the Tricky Parts of Flow Optimization
At the heart of any lean manufacturing strategy lies the product-quantity-routing (PQR) analysis. This strategic method attempts to answer three key questions: What is being made? How many units are required? And what processes are involved in making each unit? For job shops coping with a range of products—each with its own set of twists and turns—the PQR analysis is an essential tool for diagramming the production flow.
For example, when manufacturing the classic Ford Model A, the process involves numerous components such as the frame, engine, and body panels. In contrast, a job shop might produce parts that require different processes for different products, making the planning much more complicated. This method demands that managers not only identify the required process steps but also measure the corresponding operator cycle times (OCT) and output requirements.
Steps in Conducting a PQR Analysis
- Product Identification: Define the part types to be produced. Each product is characterized by a unique set of processing requirements.
- Quantity Determination: Establish how many units, or sets of units, are needed during a given shift or day.
- Routing Mapping: Outline the sequence of processes each product undergoes. This may include cutting, welding, shearing, painting, and other operations.
Often, the operator cycle times are measured during a real-time value stream observation. When comparing simple parts with more complex ones, the differences in OCT can be dramatic. For instance, a component such as a hospital bed might require only one hour of labor compared to a vending machine that might need seven hours, leading to very different requirements when planning for an eight-hour shift.
An illustrative PQR analysis might look something like this:
| Part Type | Standard Labor (minutes) | Required Process Steps | Operator Requirement (OCT/TT) |
|---|---|---|---|
| Part A | 18.5 | Cut, Weld, Shear | ~4.5 |
| Part B | 11.0 | Cut, Weld | ~2.7 |
This table helps demonstrate how a job shop can use PQR analysis to break down the confusing bits of a production process, allocating the right amount of operator work to each operation to maintain a seamless flow.
Implementing Lean Manufacturing in a High-Mix, Low-Volume Environment
Many job shops have the tendency to shrug off lean manufacturing, often citing the differences between their work and the streamlined processes of automotive giants like Toyota. The often-heard statement “We are not Toyota” undervalues the potential benefits of lean principles when they are adapted to the job shop context. In fact, the diversity and variety inherent in many custom operations are exactly why a modified lean approach can be so powerful.
Lean manufacturing methods are loaded with value, but they need to be adjusted to reflect the real-world scenarios found in job shops, where there are numerous tricky parts, unexpected demands, and significant variations in run-time. For instance, in a large batch production line, each step of the process maintains a fixed rhythm. By contrast, a job shop must continually figure a path through these variations using weighted averages and flexible planning tools.
Key Lean Tools Adapted for Job Shops
- Hybrid Takt Time Calculation: Instead of relying solely on static takt times, companies can calculate a weighted average that considers the complexity of each product type.
- Dynamic PQR Analysis: Regular updates to the product-quantity-routing map ensure that the production plan stays relevant even as customer requirements change.
- Line Balancing Techniques: Adapting concepts from automotive production, line balancing in job shops helps ensure that each operator’s workload is optimized.
- Real-Time Data Collection: Continuous monitoring of cycle times and operator performance can highlight areas for improvement on the fly.
By integrating these tools into their operational practices, job shop managers can make informed decisions that help mitigate the overwhelming and often nerve-racking task of matching resources with demand. This approach not only minimizes waste but also fosters a culture of continuous improvement where every team member feels empowered to contribute ideas for boosting efficiency.
Actionable Insights: Strategies and Considerations for Modern Job Shops
When thinking about transforming a job shop into a lean, flexible production facility, several strategies can help address the small distinctions that can determine success or failure. These strategies involve both the adoption of new planning tools and the willingness to regularly assess operational performance.
Strategies for Improving Production Flow
- Segmenting Product Families: Divide your overall production mix into logical families based on shared attributes such as material type, geometry, or processing routes. This helps in applying specific takt time and labor allocation calculations to each family individually.
- Implementing Real-Time Observations: Regular floor observations ensure that the actual operator cycle times and usage percentages are recorded and adjusted in your planning spreadsheets.
- Utilizing Flexible Spreadsheets: A well-designed spreadsheet can be the cornerstone of dynamic production planning. Import data from your material resource planning system to automatically update operator requirements as the day’s orders evolve.
- Embracing Continuous Improvement: Remember the old adage, “You can’t improve what you don’t measure.” As such, creating a culture where the team feels comfortable making small adjustments to the production schedule is key.
Considerations When Deploying New Tools
- Account for breaks and variances in operator performance when calculating the available production time.
- Use historical data to establish baseline operator cycle times, but remain flexible to adjust if new data points reveal different trends.
- Educate front-line workers on the benefits of dynamic scheduling so they can better appreciate the rationale behind changes in labor assignment.
- Maintain a robust feedback loop between the shop floor and management to address discrepancies quickly.
This systematic approach not only arms your team with the right tools and information but also encourages a proactive attitude toward managing the ebb and flow of job shop demands. With the right blend of technology and human insight, even the nerve-wracking aspects of production planning can be transformed into manageable, even rewarding, challenges.
Real-World Application: Case Study in Flexible Production Planning
To illustrate these concepts, let’s consider a hypothetical case study of a sheet metal job shop. This particular facility produces items ranging from simple enclosures to complex, one-of-a-kind agricultural equipment. The operations manager found that traditional planning models simply could not keep pace with the mixed demands of such a diverse catalog.
After a comprehensive review, the management team decided to implement a dynamic planning tool based on PQR analysis. They began by classifying their product mix into four primary families. For each, they determined the relative complexity using a simple scale where aluminum products were valued at a baseline of one work unit and stainless steel products at five work units. This simple yet effective method allowed them to quickly recalculate takt times based on actual daily orders.
Case Study: Production Mix Breakdown
| Product Family | Material | Complexity Score | Daily Order Quantity | Work Unit Equivalents |
|---|---|---|---|---|
| Kit A | Mild Steel | 3 | 10 | 30 |
| Kit B | Aluminum | 1 | 10 | 10 |
| Kit C | Stainless Steel | 5 | 10 | 50 |
| Kit D | Mixed | Variable | 10 | Calculated Based on Mix |
By grouping parts into these product families, the manager was able to recalculate the available production time for each family. For instance, if the total available minutes per shift are 408, and the cumulative work unit equivalents for one product family reach 43, then a weighted average takt time of approximately 9.5 minutes per unit is used as a baseline. This baseline is then scaled up or down for each product based on its relative complexity.
Once the initial calculations were complete, the team used linearity charts to track their progress against production targets. Visual indicators allowed operators and supervisors to see at a glance whether the production rates were on track, and if not, the necessary adjustments could be made—in real time—to maintain flow.
The results were impressive: the job shop not only optimized its labor allocation but dramatically reduced waste and idle machine time. By thinking outside the box and applying flexible production planning, this facility transformed the intimidating challenges of managing a high-product-mix operation into an opportunity for continuous improvement and growth.
Addressing the Tricky Parts: Overcoming Real-Time Challenges in Production Scheduling
When you get into the nitty-gritty of real-time production scheduling, there are several minor obstacles that can quickly become overwhelming if not addressed properly. Each stage of production, from cutting to welding and forming, carries its own set of twists and turns that must be balanced delicately.
Common Real-Time Challenges
- Variability in Operator Performance: Even the most experienced operators may have slight deviations in cycle times. Adaptable systems must account for these small distinctions.
- Unexpected Product Mix Changes: With make-to-order production, last-minute orders for complex parts can derail established takt time calculations unless dynamically incorporated into the plan.
- Resource Allocation Errors: Overestimating or underestimating the number of operators for a given process can lead to bottlenecks that slow down the entire production line.
- Communication Gaps: Ensuring that everyone on the shop floor is aware of changes in the production schedule is paramount. Visual tools like linearity charts and real-time dashboards are critical in addressing this issue.
By addressing these challenging bits with a combination of flexible tools and regular feedback loops, manufacturers can stay ahead of the curve. Embracing the power of technology to calculate weighted average takt times and allocate resources dynamically enables companies to move from a reactive to a proactive mode of operation. This shift can transform even the most tangled issues in production scheduling into manageable, routine parts of the operational process.
Working Through the Fine Points of Dynamic Planning
One of the most important aspects of implementing a dynamic planning tool is the continuous refinement of the process. Importantly, success is not measured solely by how perfectly the numbers align on paper. Instead, it is the ability to adjust the production schedule on the fly, based on real-world feedback, that truly determines effectiveness.
For job shops, an essential element of this approach is ensuring that the planning tool remains simple enough to be understood by everyone involved—from the shop floor workers to the upper management—yet robust enough to account for the subtle parts that can dramatically affect production. A good planning system should:
- Automatically update key performance indicators as process times are recorded.
- Allow for quick reallocation of labor between operations when necessary.
- Provide clear, visual feedback to both supervisors and operators regarding the pace of production.
- Support continuous improvement by highlighting recurring bottlenecks or areas of wasted effort.
This level of transparency not only reduces the chance of miscommunication but also empowers the workforce to take an active role in smoothing out the production process. The advantage is clear: when every operator understands how their work contributes to the overall flow, individual performance improves, and the entire system becomes more robust and efficient.
Conclusion: Crafting the Future of Job Shop Operations
In conclusion, while the principle of lean manufacturing and value stream mapping originated in the realm of mass production, its benefits can be retooled to fit the flexible, sometimes nerve-wracking environment of job shops. By utilizing weighted average takt times, dynamic PQR analysis, and real-time production scheduling tools, small and mid-sized manufacturers can transform the confusing bits of their operations into a structured and continuously improving workflow.
The transformation may start with a simple reclassification of product families—a process that might appear off-putting at first—but quickly evolves into a super important strategy for reducing waste, balancing operator workloads, and ultimately boosting productivity. The journey from static planning to a dynamic, responsive system is not without its challenges, yet those very challenges spark the innovation that drives progress in modern manufacturing.
For managers and operators alike, the move toward dynamic production planning is about more than just meeting targets—it’s about building a resilient production system that can adapt to the tiny twists and turns of day-to-day operations. With the right blend of technology, expert insight, and continuous improvement, modern job shops can find their way through even the most tangled issues of production flow, laying the groundwork for a more efficient and prosperous future.
Ultimately, crafting a production environment that is at once flexible, data-driven, and employee-focused is key to staying competitive in a modern marketplace. As more manufacturers get into the practice of refining their process flows with real-time insights and adaptive scheduling, the whole industry can benefit from smoother operations, reduced downtime, and a more empowered workforce.
This evolution toward a dynamic, lean production model is not just a theoretical exercise—it is a proven strategy that has already transformed countless manufacturing operations. By continuously measuring performance, addressing the small distinctions in production flow, and making data-backed adjustments, job shops can not only meet today’s challenges but also prepare to excel in the manufacturing landscape of tomorrow.
As we look ahead, it is clear that there is no one-size-fits-all solution for production planning in job shops. The key lies in embracing flexibility, continually learning from real-time data, and adapting planning tools to reflect the complex realities of custom manufacturing operations. The journey may be filled with tricky parts and intimidating variables, but with the right strategic approach, these challenges can be turned into opportunities for significant and lasting improvement.
In a world that demands both efficiency and adaptability, the hybrid approach to lean manufacturing offers a promising roadmap for job shops striving to keep pace with an ever-changing market. By digging into the details, using dynamic planning tools, and keeping the lines of communication open, modern manufacturers can steer through production challenges with confidence and clarity.
Originally Post From https://www.thefabricator.com/thefabricator/article/shopmanagement/value-stream-mapping-for-job-shops
Read more about this topic at
A Review of Dynamic Job Shop Scheduling Techniques
Dynamic Job-Shop Scheduling Problems Using Graph …

